
Pamuk İplik Eğirme
İÇİNDEKİLER
- 1 Pamuk İplik Eğirme İşlemi
- 2 Pamuk İplik Üretimi
- 3 Pamuk İplik Numaraları
- 4 İplik Eğirme Nedir?
- 5 Eğrilmiş İplik Çeşitleri
- 6 Tekstil Malzemeleri
- 7 Pamuk İplik Numaralandırma Sistemleri
- 8 Pamuk İplik Eğirme Yöntemleri
- 9 Çerçeve Vektörel Çizim
- 10 Cer Makinesi Görevleri
- 11 Fitil Çerçevesi / Hız Çerçevesi
- 12 Taslak Hazırlama İplik Büküm – Sarma Çizim
- 13 Penye İşlemi
- 14 Modern İplik Eğirme Sistemleri
- 15 Pamuk İplik Eğirme Makinesi Nedir?
- 16 Pamuk İplik Eğirme Operatörü Kimdir?
Pamuk İplik Eğirme İşlemi
Pamuk iplik eğirme işlemi nedir? Pamuk iplik hammadde olarak doğal pamuğun çeşitli adımlardan geçerek iplik haline getirilmesi ile elde edilir. Pamuk iplik firmaları tüm bu aşamaları büyük bir özen ile yerine getirmektedir.
Pamuk iplik nasıl yapılır?
Pamuk İplik Üretimi
Pamuk iplik eğirme işleminden sonra ortaya pamuklu kumaşlar çıkmaktadır. Pamuk iplik, önce penyöz makinesinde taranarak içindeki kısa elyaflardan temizlenir. Bu şekilde daha homojen ve uzun lifli pamuk ipliği elde edilir. Penyöz makinesinden geçmeyen şeritlerden karde iplik elde edilir. Penyöz ve karde iplik şeritleri iki aşamada cer makinesinden geçirilir.
Pamuk iplik özellikleri standart pamuk kumaş karakteristik özellikleri barındırır. İplikler farklı numaralandırma sistemlerine göre farklı niteliklere sahiptir.
Pamuk İplik Numaraları
Bir pamuk ipliğinin metre cinsinden uzunluğunun gram cinsinden ağırlığına bölümüdür. Nm simgesi ile gösterilir. (m=metre) (g=gram)
- 10.000 m si 1000 g gelen iplik 10 Nm
- 20.000 m si 1000 g gelen iplik 20 Nm
- 30.000 m si 1000 g gelen iplik 30 Nm
- 60.000 m si 1000 g gelen iplik 60 Nm
Stapel iplikler genellikle Nm veya Ne olarak numaralandırılır. Aşağıda da halk arasında yaygın olarak kullanılışını verdik.
- 6/1 pamuk iplik
- 20/1 pamuk iplik
- 30/1 pamuk iplik
- 20/2 pamuk iplik
İplik Eğirme Nedir?
İplik eğirme ne demek? Iplik eğirmek ne demek? Iplik eğirme operatörü ne iş yapar? Iplik eğirme nasıl yapılır? Sizin de aklınızda böyle sorular varsa devam edelim.
Bir iplik genellikle önemli uzunlukta ve küçük bir enine kesite sahiptir. Bir ipliğin enine kesitinde genellikle sınırsız uzunlukta çok sayıda ştapel lif (kısa lif) veya Filament (uzun lif) vardır.
Kesik elyaftan yapılan iplik, eğrilmiş iplik olarak bilinir. Çünkü kesikli elyafların, onlardan bir iplik üretilebilmesi için birkaç işlem aşamasından geçmesi gerekir. Doğru sıradaki bu prosedür veya işlem aşamalarına “Eğirme” denir. Polimerlerden lif ekstrüzyonu veya filamentlerin dönüştürülmesi de “Eğirme” olarak kabul edildi. Aşağıda ipliklere giriş niteliğinde bir özet yer almaktadır.

Iplik eğirmeye yarayan araç,Iplik eğirme aracı, iplik eğirme aleti, Iplik eğirme aracına verilen ad Eğirmen’dir. Iplik eğirme aracı bulmaca sorularında sık sık karşınıza çıkabilir.
Farklı iplik eğirme yöntem, Iplik eğirme sistemleri ve Iplik eğirme teknolojileri mevcuttur. Bunlar;
- Modern iplik eğirme sistemleri
- Dref iplik eğirme
- Elde iplik eğirme
- Friksiyon iplik eğirme sistemi
- Kompakt iplik eğirme sistemi
- Ring iplik eğirme sistemi
- Rotor iplik eğirme
- Ring iplik eğirme sistemleri
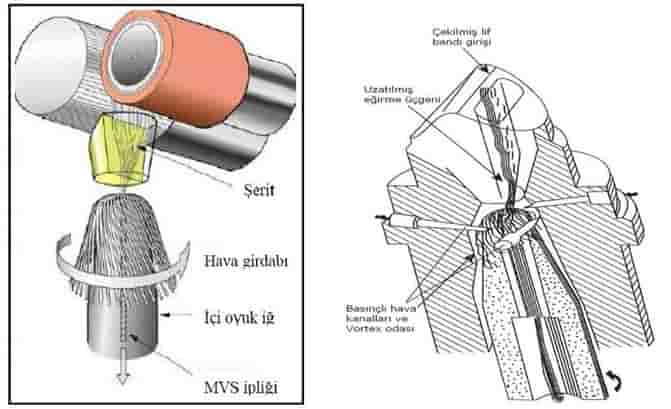
- Vortex iplik eğirme sistemi
İpucu: İplik eğirme nedir? İplik eğirme sistemleri nelerdir? İplik eğirme makinesi nedir? gibi sorularınız varsa ipliklerin eğirilmesi hakkındaki detaylı yazımızı okuyun >>> “İplik Eğirme Nedir?”
Eğrilmiş İplik Çeşitleri
Zımba Eğrilmiş İplik
Bunlar, Ştapel liflerinin birlikte bir iplik şeklinde bükülmesiyle yapılır. Fiberin uzunluğu sınırlıdır. Eğrilmiş ipliklerden bazıları verilmiştir.
Mono İplik
Sınırsız uzunlukta tek ipliktir.
Çoklu Filament
Bazı iplik büküm yöntemleri sayesinde birçok filamenti bünyesinde barındırır.
Yalın Zımba İpliği
Birçok kısa lif birbirine sıkıca bükülerek elde edilir.
İki Katlı İplik
İki tek iplik birlikte bükülür.
Çok Katlı İplik (Multiple)
Katlanmış iplikler birlikte bükülür. Sert, ince, katlanmış iplik elde edilir.
Kordon İplik (Kablo İplik)
Birçok katlı iplik, bir eğirme yapısına bükülerek işlenir.

Tekstil Malzemeleri
Pamuk İplik Numaralandırma Sistemleri
Yukarıda, farklı iplik türleri olduğunu gördük. Kalınlık ipliğin çok önemli bir özelliğidir. Dolayısıyla iplik kalınlığını belirleme ve tanımlama yöntemleri vardır. Uzunluk ve kütle ölçmek için kullanılan birimlere bağlı olarak, bir tekstil ipliğinin inceliği farklı birimlerde verilir. İncelik belirtmek için kullanılan farklı birimlere sahip bu tür sistemlere İplik Numaralandırma Sistemleri denir. İki tür sistem vardır ve bunlar; Direkt Sistem (Birim uzunluk başına kütle) ve Dolaylı Sistem (Birim Kütle başına Uzunluk)
Doğrudan İplik Numaralandırma Sistemi
Doğrudan iplik numaralandırma sistemi Tex Sistemi ve Denye Sistemi olmak üzere ikiye ayrılır.
Tex Sistemi
Bu sistem, 1000 m uzunluk başına gram cinsinden ağırlığı temsil eder (gram cinsinden 1000 m ağırlık)
Denye Sistemi
Bu sistem, ağırlığı gram cinsinden 9000 m’de temsil eder (gram cinsinden 9000 m ağırlık)
Dolaylı İplik Numaralandırma Sistemi
Dolaylı iplik numaralandırma sistemi de Metrik Sistem ve Sayım Sistemi olarak ikiye ayrılır.
Sayım Sistemi (Ne)
Bu sistemde sayı, bir kiloluktaki çile sayısını (01 hank, 840 yardaya eşittir) ifade eder. Bu sistem İngiliz sistemi olarak da adlandırılır.
Metrik Sistem (Nm)
Buradaki birim uzunluk sayısı 1000 m 1 kilogramdır.
Pamuk İplik Eğirme Yöntemleri

Eğirme sürecinde ilk şey, yüksek oranda sıkıştırılmış balyalar içindeki Pamuğu, iyice gevşetilmiş, açılmış ve temizlenmiş hale dönüştürmektir.
Bu işleme adımları, bir iplik fabrikasının harman hallaç dairesinde gerçekleştirilir. İplikçiliğin esasları olarak ilk aşaması, hafif sıkılaştırılmış pamuk balyalarının açılmış ve temizlenmiş elyaf sürülerine dönüştürülmesini içerir. Hep beraber pamuk iplik eğirme yöntemleri için örneklemlere bakalım:
Harman Hallaç İşlemi
Bu işlemde balyadaki lifler gevşetilecek, açılacak ve temizlenecektir. Bu, eğirme işleminin başlangıç aşamasıdır. Harman hallaç makinesi sayesinde gerçekleşen üç eylem vardır.
- Çarpıcı Spikes Eylemi
- Hava Akımı Eylemi
- Çırpıcıların Eylemi
Çarpıcı Spikes Eylemi

Daha düz silindir kafesinin sivri uçları, keçeleşmiş pamuk topaklarını alıp onları kafesin tepesine götürür. Bu noktada, daha düz silindirin bir dizi sivri ucu ile karşılanırlar. Evener silindir, üzerindeki sivri uçlar herhangi bir pamuk geçişine karşı çıkacak şekilde saat yönünde döner.
Burada, daha eşit bir kafesin sivri uçları tarafından tutulurken, daha düz silindirin sivri uçlarıyla pamuk vuruşu gerçekleşir. Böylece kaba bir tarama işlemi de gerçekleşir. Çivili Kafes, pamuğun bir kısmını onunla alırken, daha düz silindir, kalan kısmı geriye, besleme gözüne iter. Hazne, daha düz kafesin monte edildiği kutu benzeri bir odadır. Bu hareketle, keçeleşmiş pamuk topaklarının boyutu azaltılır ve sadece sivri uçların bir kısmının ilerlemesine izin verilir. Bir makaraya sarkan elyaf ve kafes sivri uçları zıt yönlerde çekilir.
Hava Akımı Eylemi
A’da bulunan fan, B kanalından hava üfleyecektir. Bu, C gövdesinde bir vakum oluşturma eğiliminde olacaktır. Hava, sisteme yalnızca D konumunda girebilir. C’nin içinde vakum yakınında düşük bir basınç oluşur. Atmosferin gövde C’nin içindekinden daha yüksek olması nedeniyle havanın D içinden akmasına neden olur. Shirley çarkı, dönen bir delikli diskin sokulmasıyla bir kanal bölümünden oluşur. Bu disk veya çark yaklaşık 70 rpm’de döner. Bu, pamuğu ayırmak için kullanılır, Shirley çarkına ulaşıldığında, hava çarktaki deliklerden geçerek pamuğun tutuklanmasına ve aşağıdaki boşluğa düşmesine neden olur. Çarkın dönüşü, pamuğun hafif yay yüklü bir E kontrol kanadı vasıtasıyla aşağı doğru taşınmasına neden olur. Pamuk, yerçekimi altında serbestçe düşer. İnce toz, hava ile birlikte tekerleğin deliklerinden geçer. Bu daha sonra hava ile toz çökeltme odasına veya toz filtreleme sistemine boşaltılır.
Çırpıcıların Eylemi
Bu, harman hallaç makinesinde pamuğun safsızlıklarının giderilmesinden çoğunlukla sorumlu olan eylemdir. Pamuk lifleri çırpıcıların vurma hareketine maruz kalabilir. Aşağıda daha detaylı inceleyelim:
Taraklama
Taraklama, her şeyden önce neps ve kabuk içeriği söz konusu olduğunda, ipliğin nihai özelliklerini doğrudan belirlediği için eğirme prosesindeki en önemli işlemlerden biridir. Taraklama işleminin birçok amacı vardır ve bunlar şu şekilde özetlenebilir:
Elyaf tutamlarının ayrı elyaflara açılması elyafta bulunan önceki temizleme işlemlerinde elimine edilmeyen tüm safsızlıkların ortadan kaldırılması elyafların uzunluk bazında seçilmesi, en kısa olanların çıkarılması, nepslerin çıkarılması, elyafın paralel hale getirilmesi ve gerilmesidir. Vatkanın bir şeride, dolayısıyla normal bir bükülmemiş elyaf kütlesine dönüştürülmesidir.
Ve bu eylemde iki eylem görebilirsiniz. Onlar;
- Taraklama Eylemi
- Sıyırma Eylemi
Taraklama Eylemi
İki yakın yüzey zıt tel yönüne sahip olduğunda ve bunların hız yönü veya bağıl hareketleri de zıttır. Daha sonra iki yüzey arasındaki eyleme taraklama eylemi denir.
Fonksiyonlar:
Şapkalar ile silindir arasında meydana gelir. Bu bölgede maksimum elyaf bireyselleşmesi sağlanırve toz giderilir. Her zaman nokta hareketi olmalıdır.
Sıyırma Eylemi
İki yakın yüzey aynı tel yönüne sahipse ve bunların hız yönü veya göreceli hareketi ters olduğunda, iki yüzey arasındaki harekete sıyırma eylemi denir.
Fonksiyonlar:
İç içe brizör ile silindir arasında meydana gelir, geri hareketine karşı nokta olmalıdır. Fiberin bireyselleştirilmesi de bu işlemle olur.
Çerçeve Vektörel Çizim
Bu, üzerinde çekim ve ikiye katlamanın yapıldığı makinedir. Karde şerit, bunların kaliteli iplikler üretecek kadar eşit (tek tip) olmamasıdır. Bu nedenle, genellikle taraklanmış şeritlerin tamamı “Cer” adı verilen bir makinede katlama ve çekim işlemine tabi tutulur.
İkiye katlama, bir iplik üretmek için iki veya daha fazla ipi besleme uygulamasıdır. Elyaf sargısını şeritlere doğru zayıflatmak için, çekim gerçekleştirilir. Şerit veya ipliği çekmek için farklı yöntemler kullanılır. Yöntemlerden biri “Silindir Çekme” olarak adlandırılır. Çekim sırasında şerit veya vatkanın enine kesitindeki lif sayısı azaltılır.
Cer Makinesi Görevleri

- Eşitleme
- Paralelleştirme
- Harmanlama
Eşitleme
Cer makinesinin ana görevlerinden biri kısa, orta ve özellikle uzun vadede düzgünlüğü iyileştirmektir. Taranmış şeritler, cer makinesine beslenir. Pratikte tolere edilemeyen düzensizlik derecesine sahiptir ve penye makinesinden gelen şeritlerde “kötü şöhretli” ekleme bulunur. Tekstil, cer ile örtülmüştür.
Eşitleme her zaman bir birinci işlemle, yani iki katına çıkararak gerçekleştirilir ve isteğe bağlı olarak ikinci bir işlemle, yani otomatik seviyelendirmeyle de gerçekleştirilebilir. Çekim ve ikiye katlama aynı değere sahiptir ve 6 ila 8 aralığındadır.
Paralelleştirme
İplik özelliklerinde mukavemet için isteğe bağlı bir değer elde etmek için, liflerin lif tutamında paralel olarak düzenlenmesi gerekir. Cer makinesi, bu paralel düzenlemeyi oluşturma görevlerine sahiptir. Her çekim adımı elyafların düzleştirilmesine yol açtığından, görevi çekim yoluyla yerine getirir.
Harmanlama
Dengeleme etkisine ek olarak, iki katına çıkarma ayrıca harmanlama yoluyla hammadde değişiminin bir dereceye kadar telafi edilmesini sağlar. Elde edilen sonuçlardan özellikle pamuk veya sentetik karışımlardan oluşan harmanlanmış ipliklerin üretiminde yararlanılır. Çekme makinesinde münferit bileşenlerin ölçümü, makinelere giren şerit sayısının seçilmesiyle çok basit bir şekilde gerçekleştirilebilir.
Fitil Çerçevesi / Hız Çerçevesi
Fitil makinelerinden gelen ürüne “Roving” denir. Fitil, şeritten daha az numaralı bir elyaf ipliğidir. Aynı zamanda lifleri bir arada tutmak için küçük bir bükülmeye sahiptir. İplik makinalarının beslenmesine uygun bir bobin üzerine sarılır.
Hız çerçevesinin hedefleri iplik eğirme için uygun boyutta çekme şeridinin inceltilmesi fitili güçlendirmek için az miktarda büküm eklemektir.
Taslak Hazırlama İplik Büküm – Sarma Çizim

Ring eğirme sistemine uygun hale getirmek için şeridin ağırlığını / birim uzunluğunu azaltmak için uygulanır.
Bükme
Gerekli fitil mukavemetini sağlamak için az miktarda büküm eklemek gerekir.
Sargı
Bükülmüş fitili bobine sarmak için lazımdır.
Penye İşlemi

Penye, pamuktan daha ince ve kaliteli ipliklerin eğrilmesinde uygulanan bir işlemdir. Taranan malzemeler (şerit) belirli miktarda kısa lif, neps, ince kedi ve yaprak parçacıkları içerir. Kısa lifler, ipliğin enine kesitindeki lif sayısının daha az olduğu daha ince numaraların eğrilmesini engellemektedir. Kısa lifler iplik uzunluğunda kalın ve düzensiz yerlere neden olur ve iplik tüylü görünür. Bunun dışında çok kısa lifler iplik mukavemetine hiçbir katkı sağlamaz. Önceden belirlenmiş belirli bir uzunluğun altındaki kısa lifler, penye makinası kullanılarak kolayca ayrılabilir.
Penye İplik Eğirme Maddeleri
İplik üreticileri, tekstil taraklama durumunda mümkün olmayan daha ince veya daha iyi kalitede iplik üretimini sağlamak için önceden seçilmiş bir uzunluğun altındaki kısa lifleri çıkarmak zorundadır. Penye iplik üretiminde ortaya çıkan maddelerden kalan safsızlıkların giderilmesi gerekmektedir. Buna etki eden başlıca sebep olarak tekstil elyafındaki nepsler gelir. Bu sebeple tekstil elyaflarını düzeltmek için mümkün olan maksimum düzgünlüğe sahip bir şerit oluşumu sağlanmalıdır.
Penye Makinesi Çalışma Prensibi (Penye Sırası / Döngü):
Penye makinesi çalışma prensibi hakkında birçok makale yazılmıştır. Bunlardan bazılarına göre; penye makinesi çeşitli prensipler temelinde işleyişini sağlar. Penye sırası ve döngü işlemlerinden geçer. Penye makinesi fiyatları bu bağlamda piyasalanır. Penye makinesi görevleri bu anlayışla açıklanabilir. Penye makinesi nedir? Diye soruyorsanız, blog yazılarını gözden geçirmeniz şiddetle tavsiye edilir.
Ring Pamuk İplik Eğirme Makinesi
Ring pamuk iplik eğirme makinesi ilk olarak 1828’de American Thorp tarafından icat edildi. 1830’da bir başka Amerikalı bilim adamı Jenk, gezginin halka üzerinde dönmesine katkıda bulundu. Son yıllarda ring iplik makinasında pek çok gelişme olmuştur, ancak temel konsept değişmeden kalmıştır.
Ring Çerçevesinin Fonksiyonları
Gereken incelik elde edilinceye kadar fitili çekiniz. Çekilen ipliği, gerekli sayıda ve mukavemette iplik oluşturmak için bükün. Bükümlü ipliği, uygun depolama, taşıma ve sonraki işlemler için bobine sarın.
Modern İplik Eğirme Sistemleri
- Creeling
- Trafting
- Twisting
- Winding
- Building
- Doffing
Diğer bazı modern iplik eğirme sistemleri:
- Açık uçlu rotor iplik eğirme sistemi
- Hava jetli iplik eğirme sistemi
- Friksiyon iplik eğirme sistemi
Ring İplik Eğirme Sisteminin Avantajları:
Her tür malzeme (Elyaf) eğrilebilir. Geniş 1 aralığı işlenebilir. Optimum özelliklere sahip bir iplik sunar. İdealleştirilmiş büküm sistemi karmaşık olmayan ve kullanımı kolay daha yüksek iplik mukavemeti elde edilebilir.
Ring İplik Eğirme Sisteminin Dezavantajları:
Makine fazla ısınır düşük verim sağlar.
Sınırlamalar:
Ring iplik makinesinde büküm ve sarım aynı anda yapılır. Güç tüketiminin daha yüksek olmasının nedeni budur.
Bobin İplik Sarma (Koni)
Bu Spinning’deki son aşamadır. Günümüzde iyi sarım işlemleri, iplikhanelerin bir nevi aynası olduğundan, bu sürecin departmanla ilgilenen tüm personel tarafından çok iyi anlaşılması gerekmektedir. İplik sarımı, bu nedenle, iplik üretiminin son birkaç öğesi ile kumaş üretim sürecinin ilk öğesi arasında bir bağlantı oluşturan, basitçe bir paketleme işlemi olarak görülebilir. Bobin sarma makinesinin özelliklerinin yanlış kullanılması, sadece iplikhaneler için ağır bir maliyet oluşturmaz. Aynı zamanda kalıcı olarak müşteri kaybına da yol açabilir.
Pamuk İplik Eğirme Makinesi Nedir?

Pamuk iplik eğirme makinesi, pamuk iplik eğirmeye yarayan, iplik fabrikaları üretim bünyesinde yer alan teknolojik sermaye malzemeleridir.
Pamuk İplik Eğirme Operatörü Kimdir?
Yünü iplik haline eğirme aleti kullanabilen, pamuk iplikçiliği uzman görevlilere pamuk iplik eğirme operatörü denilmektedir.
İpucu: İplik nedir?, İplik çeşitleri nelerdir? Ham iplik nasıl olur?, İplikçiliğin esasları nelerdir? gibi sorularınız varsa >>> “İplik Nedir?”
Maybe one day I will write a book based on this perfect writing. Great job really.
Thank you so much for your comment. Have a good read.
Thanks for the post
Merhaba! Ben Tony’im, Finlandiya’da yaşıyorum ve inşaat sektöründeyim
Bu benim işim. Bu yaz Türkiye gelmeyi planlıyorum. Yalıtım malzemeleri için kumaş üretimi için iplik tedarik yapacak bir fabrikası arama yapıyoruz. Lütfen bu malzemelerden üretim yapıp yapmadığınızı bana bildirin. Hep sağlıcakla kalın!
Hej, jeg ønskede at kende din pris. (tr: Merhaba, iplik fiyatınızı öğrenmek istedim.)
Merhaba Robertsow, iplik çeşitleri ve fiyatları hakkında bir mail almış olmanız gerekiyor. Lütfen e posta adresinizi kontrol edip geri dönüş sağlayın. Kolaylıklar..