
İplik Eğirme
İÇİNDEKİLER
- 1 İplik Eğirme Nedir?
- 2 İplik Eğirme Nasıl Yapılır?
- 3 İplik Eğirme Sistemleri
- 4 İplik Eğirme Yöntemleri
- 5 İplik Eğirme Makinesi Nedir?
- 6 Proses Değişkenlerinin Ring Core-Eğrilmiş İpliklere Etkisi
- 7 Özlü İplik Üretimi Yapan Makineler
- 8 İplik Eğirme Nasıl Yapılır?
- 9 Core-spun İplik Özellikleri
- 10 İplik Eğirme Operatörü Ne İş Yapar?
İplik Eğirme Nedir?
İplik eğirme nedir?, İplik eğirmek ne demek?, iplik eğirme ne anlama gelir? gibi sorularınıza beraber yanıt arayalım.
İplik eğirme, liflerin, halihazırda oluşturulmuş ipliğin öz olduğu bir kılıf öz yapısı üretmek için mevcut bir ipliğin (filament veya kesikli iplik) etrafında büküldüğü bir işlemdir.
Özlü iplikler özlü ve kılıflı iki bileşenli bir yapıdır. Genelde öz olarak sürekli filament iplik, kılıf kaplaması olarak ise kesikli lifler kullanılır. Kumaşların mukavemet, dayanıklılık ve esneklik rahatlığı gibi fonksiyonel özelliklerini geliştirmek için özlü iplik kullanılır.
İpucu: İplik eğirme yazımıza geçmeden önce iplikler hakkında detaylı ön bilgi almak için >>> “İplik Nedir?”
İplik Eğirme Nasıl Yapılır?
İplik eğirme nedir? Nasıl yapılır?
Core-spun ipliklerin üretimi birçok eğirme sistemi tarafından başarıyla gerçekleştirilmektedir. Her sistemin kendine has özellikleri vardır. Konvansiyonel ring eğirme basit ve ekonomiktir ancak merkezde çekirdek konumlandırma zordur. Sonraki işlem sırasında büyük geri şerit problemi ortaya çıkabilir ve çekirdek filamentler bükülebilir. Çekirdek konumlandırma doğru bir şekilde ayarlanabilir ve endüstriyel ve iletken iplikleri üretmek için kullanılabilir.
Muhtemel özlü iplik eğirme sistemleri aşağıda belirtilmiştir. İplik eğirme makineleri ve iplik eğirme teknolojileri ile ilgili daha fazla bilgi edinelim. Çeşitli iplik eğirme aracı ve iplik eğirme aletleri mevcuttur. Bulmacalarda karşılaştığımız iplik eğirmeye yarayan araç sorusunun yanıtı ise Eğirmen. Yün iplik eğirme aracı yani Yünü iplik haline eğirme aleti kirmen.
İplik Eğirme Sistemleri
- A.R.S. Desenli Eğirme Sistemi
- Core-twin İplik Eğirme Sistemi
- Kompozit Elektrostatik Eğirme Sistemi
- Rotor İplik Eğirme Sistemi
- Friksiyon Eğirme Sistemi
- Hava Jetli Eğirme Sistemi
- Friksiyon İplik Eğirme Sistemi
- Kompakt İplik Eğirme Sistemi
- Ring İplik Eğirme Sistemleri
- Vortex İplik Eğirme Sistemi
- Open End İplik Eğirme Sistemi
İplik Eğirme Yöntemleri
- S.R.R.C Çekirdek Sarma Eğirme Yöntemi
- Dref İplik Eğirme Yöntemi
- Bilezikli İplik Eğirme Yöntemi
- Elde İplik Eğirme Yöntemi
- Değişken Büküm Yöntemi
- Yapıştırma Yöntemi
İplik Eğirme Makinesi Nedir?

İplik eğirmek için kullanılan teknolojik aletlere iplik eğirme makineleri denir. Hep birlikte iplik eğirme sistemlerine ait ilk önce iplik eğirme makine çeşitlerine bakalım. Bu başlığı öğrendikten sonra iplik eğirme nedir? daha iyi analiz edebileceksiniz.
Geleneksel Ring İplik Eğirme Makinesi
İplik eğirme yöntemleri kapsamında, ek bir şekle bükülmüş metal plakadan (Braket) oluşur. Tertibatın bir ucu, fitil ve çekirdek filamanın göreceli pozisyonu her zaman sabit tutulabilecek şekilde fitil çapraz kılavuz çubuğuna takılır. Gerekirse cihazın konumunu değiştirmeye yönelik bir hüküm vardır. Plakanın diğer ucuna, ön çekim silindirlerinin arkasında kesin bir pozisyonda çekirdek filamenti besleyen porselen bir kılavuz takılmıştır. Bu düzenek bir ön gerdirici ile donatılmıştır ve yatay bir düzlemde tutulur. Germe disklerinin sayısının değiştirilmesi, çekirdek filamanın giriş gerilimini değiştirebilir. Çekirdek filaman materyali içeren paket, kolayca dönebilecekleri şekilde bir çubuktan asılır, böylece filamanı germe cihazına beslenmeden önce gerilme eğiliminden kaçınılır.

R.R.C. Çekirdek Sarımlı İplik Eğirme Makinası
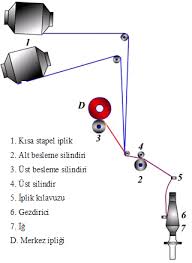
Güney Bölgesel Araştırma Merkezi bir öz eğirme sistemi geliştirmiştir . Geleneksel özlü eğirme sisteminde iplikler sadece bir kat bükülmüştür ve iyi bir çekirdek kapsama alanına sahip değildir, sonraki mekanik işlemler sırasında geri şerit problemi ortaya çıkabilir. SRRC özlü eğirme sistemi tarafından üretilen özlü sarma iplikleri, belirli bir filament veya ştapel elyafın merkezi bir özünden oluşur ve öz malzemesi hemen hemen eş eksenli olarak ve diğer herhangi bir ştapel elyaf üzerine pamuk ile tamamen sarılır. Kurucu lifler arasında yüksek derecede bir tutarlılığın elde edildiği iddia edilmektedir. Çekirdek sarma tertibatı, kılıf liflerinin filamanı örtmesine yardımcı olan büküm kırıcı olarak kullanılır.
A.R.S. İplik Eğirme Makinesi
Bu sistemde, göbek, bir filament ipliği veya eğrilmiş bir iplik olabilir. Çekirdeğin her iki tarafında iki fitil çekilir. İplik, alev geciktirici işlemden geçirilmiş ARS özlü eğrilmiş pamuk ipliğinden yapılmış kumaşların FR ile işlemden geçirilmiş %100 pamuk ipliğine göre alev dayanımı arzuladığını bildirdi.
Çift İplik Eğirme Makinesi

Bu da bir önceki gibi bir core twin spun iplik sistemi geliştirmiş ve patentini almıştır. Eğrilmiş ipek halka eğirme makinesinde çekim kısmı pamuk lifleri için bir apron cihazı ile donatılmıştır. Çünkü bunlar ipek liflerinden daha kısadır. Kesintisiz filament özlü iplik, bir özlü iplik kılavuzu aracılığıyla pamuk veya eğrilmiş ipekten çekilmiş bir iplik içinde doğrudan ön silindirin arkasına yerleştirilen bir kontrol diskinden geçer. Çekilmiş eğrilmiş ipek ve pamuk kordonları ve ovalanmış sürekli ipek filament özlü iplikler, ön silindirlerden çıktıkça birlikte bükülmüştür.
Genellikle özlü iplik kılavuzu sabit bir pozisyonda kalır ve ayrıca pozisyon silindirlerini hareket ettirerek bunları hareket ettirmek mümkündür. Silindirler kılavuzun konumunu değiştirdiğinde, özlü iplikler periyodik olarak eğrilmiş ipekten pamuğa ve pamuktan eğrilmiş ipeğe geçer. Temizlenmiş ipek özlü iplik sadece eğrilmiş ipek kordona sokulduğunda, bu ipliğe “ipek” taraflı “özlü ikiz eğrilmiş iplik adı verildi; özlü iplik sadece pamuklu tutamın içine sokulduğunda, bu ipliğe “pamuk kenarlı” özlü ikiz eğrilmiş iplik denir; özlü iplik periyodik olarak her iki şeride sokulduğunda, bu ipliğe “göçmen” çekirdekli “ikiz eğrilmiş iplik denir.
Elektrostatik Filament Kompozit İplik Makinesi
Elektro statik sistemi kullanarak sürtünmeli temas yöntemlerinin kullanılmasıyla ilgili ştapel ve filament liflerinin karışık yapısıyla üretilmesi için bir yöntem geliştirildi. Bu sistemle kısa girişler, yalnızca hidrofobik lifler ve genellikle filamentler dönen bileşenlerin etrafında kırılma ve sarılma eğilimindedir. Bu sistem, gerekli yüksek voltaj ve sürekli filament ipliğe elektriksel iletkenlik kazandırmak için gerekli olan bir su kaynağı nedeniyle güvenlik sorunlarına eğilimlidir.
Çok çok filamanlı bir ipliği ayırmak için iki elektrot kullanır. İki elektrot sistemi prensibine dayanan filaman yükleme cihazı açıklanmıştır. Bu, çok filamanlı bir ipliği ayırmak için kullanıldı. Ayrılan filamentler daha sonra ring eğirme sistemi üzerindeki silindir kıskacında fitil liflerinin kesikli lifleri ile karıştırıldı. Karıştırılan şerit daha sonra bir iplik oluşturmak için büküldü. Bu, geri şerit problemini çözmek için etkili bir önlemdir.
Elektro-Statik Filaman Makinesi Şarjı Nasıl Olur?
Şarj cihazı, bir Perspex silindire sabitlenmiş pirinçten yapılmış, bir çift içi boş silindirik elektrottan oluşur, üst elektrot 1.5 mm iç çapa sahiptir ve 6 mm iç çapa sahip alt elektrot 1.5-2.0 monte edilmiştir. Üst elektrotun ucu, elektrik alan kuvvetini yoğunlaştırmak amacıyla hafifçe sivriltilmiştir. Filament ipliğin durumu, en az 4000 Volt’luk bir yüksek voltaj beslemesinin pozitif tarafına bağlanan üst elektrotun dar geçişinden geçirildi. Ayrılan filamentin elektrotu içermesini önlemek için alt elektroda bir seramik kılavuz takılır.
Sürekli filament iplik ilk önce üst elektrot bağlanarak elektriksel olarak yüklenir. Böylece ipliği oluşturan bireysel filamentler, aynı yük işaretini taşıyacaklarından, ayrıca elektrot arasında oluşturulan elektrostatik alanın etkisi nedeniyle birbirlerini itme eğilimindedirler. Filamentler ve alt elektrotlar arasında, balon benzeri bir şekil oluşturmak için dışarı doğru çekilecek olan filamentin dayanıklılığını güçlendiren bir dikkat vardır. İpliğin yoldaki direncini azaltmak için anti statik ajan (Permalose TM) uygulandı.
Rulo hızının artmasıyla birlikte filaman yayılma genişliğinin azaldığı kaydedildi. Çekirdek üzerinde pozitif üst elektrotlu % 0.33 antistatik balıkta en büyük yayılma etkisini sağladığı görüldü. Negatif üst elektrotlu göbek üzerinde % 0.15 antistatik yüzey olması durumunda, kaplama sırasında yer değiştirme veya işlemlerde kuruma ve besleme gerilimindeki varyasyon nedeniyle büyük olduğu bulunan ölçümlerin yüzdesi daha iyi bir filament yayılması sağlar.
Yoğunlaşan elektrik alanı nedeniyle elektrotlar arasında uygulanan voltajın potansiyel farkı arttıkça filaman yayılmasının iyileştiği bildirildi. Bu sistem tarafından üretilen iplik, yüzey liflerinin filaman çekirdeği boyunca kaymasını önlemek için yeterli büküme sahiptir.
Proses Değişkenlerinin Ring Core-Eğrilmiş İpliklere Etkisi
Özlü iplik eğirme nedir? Bunun proses değişkenleriyle ilişkisi nedir? Özlü iplik özelliklerini etkileyen proses değişkenleri şunlardır:
- Çekirdek Kılıf Oranı
- Ana Malzemeye Ön Gerilim
- İplik Eğirme Taslağı
- Fitil Besleme Sayısı
- Büküm
Çekirdek Kılıf Oranı
Kılıf içeriğinin azaltılmasının, özlü eğrilmiş ipliğin mukavemetini artıracağı bulunmuştur. Bunun dışında uzama ve düzgünlük özelliklerinde bir gelişme var. Çekirdekli bükülmüş dikiş iplikleri söz konusu olduğunda, 2: 1’lik bir çekirdek kılıf oranı yetersiz çekirdek kapsamı sağlar ve dikiş sırasında kılıfın sıyrılma sorununu artırabilirken, 1: 1 çekirdek kılıf oranıyla şerit açma sorunu küçültmek için rapor edildi.
Ana Malzemeye Ön Gerilim
Filamentin geometrik konumunu düzenlemek için ön gerilim gereklidir. Bu girdi gerilimi, kullanılan filamentlerin bükülme faktörüne, boyutuna ve kalitesine göre değişir. Çekirdek iplik eğirme işleminde çekirdek filamentin gerilimini optimize etmek için bir yöntem geliştirdi. Renkli filaman bir gerdirme tertibatının üzerinden geçirildi ve halka çerçevesinin ön silindirinin kıskacından önce beslendi. Ön gerilim, renkli filament tamamen pamuk lifleriyle kaplanıncaya kadar kademeli olarak yükseltildi ve bu değer optimum girdi gerilimi olarak alındı. Özlü ipliğin kopma yükünün yaklaşık % 10’u kadardı. Telafi edici bir gericinin eklenmesi, gerilim varyasyonunu azaltabilir.

Halka çerçeveye beslenirken çekirdek filamanlara % 1’lik bir uzatma, kılıf liflerinde burkulma veya kıvrılma olmamasını sağlar. Özlü iplikler genellikle düz sürekli filament iplikler için yaklaşık % 5-10, tekstüre iplikler için yaklaşık % 30 ve bir elektrometrik çekirdek için % 400’e kadar uzatılacak şekilde önceden gerilir. Yeterince gerilmezse, şerit bükülürken filaman periyodik olarak iplik yüzeyinde belirecek, sırıtacak veya elyaf şeridin etrafına sarılacaktır.
İplik Eğirme Taslağı
İplik çekimleri, çekirdek kılıf oranına bağlı olarak gerekli iplik numarasını elde etmek için değiştirilebilir.
Fitil Besleme Sayısı
Fitil ile ilgili olarak ön silindir kıstırmasında çekirdek malzemeyi beslemenin olası yolları şunlardır:
- Fitillerin merkezindeki filament
- Fitil kenarlarındaki filament
- Fitilin üst kısmındaki filament
İki kıvrımlı besleme (fitillerin merkezindeki filament), daha iyi maça konumlandırma sağlar ve eğirme sırasında kontrol, özlü ipliklerin yapısını ve özelliklerini etkiler.
Büküm
Tek tek ipliklerde yüksek büküm hızlarında yeterli kohezyon elde edilir ve kılıf kaymasını en aza indirir. Buna ek olarak, filamentin ring bükümünün tersi yönde ön büküm yapması kılıf kaymasını azaltır . Özlü ipliğin uzatılması, daha yüksek büküm seviyelerinde azalma eğilimindedir.
Özlü İplik Üretimi Yapan Makineler
Özlü iplik nedir? Özlü ipliklerin üretimi hangi makinelerle oluyor bakalım…
Open-end Rotor İplik Eğirme Teknolojisi ile Özlü İplik Üretimi

Nield ve Ali adındaki iki bilim adamı özlü iplikler üretmek için rotor iplik makinesi için bir teknik geliştirdiler. Büküm verimi ve filamentin ön gerilimi, özlü eğirmede etkili faktörlerdir. İplik kolu ile takım değiştirme borusu arasındaki temas alanını arttırmak için (büküm verimini arttırmak için), takım değiştirme borusunun iç ucuna bakır bir flanş lehimlendi. Takım değiştirme borusu, 1/9 hız oranıyla rotorun dönüşünün tersine ayrı bir tahrikle döndürülen bir bilyalı yatağa monte edildi. Dönen takım değiştirme borusu, yalancı bir bükülme sokar ve bükümü sıyrılma noktasına geri iter. Rotorun dönüşü, iplik kolunu kesintisiz filaman çekirdeği etrafına sarar. Filamentin rotor toplama yüzeyine fırlamasını önlemek için minimum bir ön gerilim gereklidir. Bu işlem sırasında çekirdek bükülmez. Kaba özlü ipliklerin rotorlu makinede üretilmesi ring özlü ipliklerden daha ekonomiktir.
Friksiyon İplik Eğirme Sistemi ile Özlü İplik Üretimi
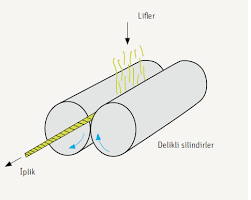
Friksiyon eğirme sisteminde lifler tek tek toplanır ve iplik oluşturmak için bükülür. Bu sistemle çok çeşitli zımba uzunluğu işlenebilir. Dref II sisteminde, liflerin iplik kuyruğundaki biriktirilmesi ve bükülmesi, özü tam olarak kaplamak için bir filament göbeği ile değiştirilecektir. Dref-III (Sargılı eğirme sistemi) sürtünmeli bir eğirme işlemidir; Eğrilmiş ipliğin büyük kısmını oluşturan paralel liflerden oluşan çekilmiş bir şerit, elde edilen ipliğe tutarlılık ve mukavemet kazandırmak için şeritten çıkıntı yapan yüzey lifleri veya sürekli filamentlerle sarılır.
Çekirdeğin kılıf lifleri tarafından sarılmadan önce sürtünme tamburlarının dönüşüyle yanlış büküldüğüne inanılmaktadır. Dref III özlü ipliklerin mukavemeti, özlü filamentlerin mukavemeti ve yapısal sarmal konfigürasyonları nedeniyle radyal basınç oluşturmada aktif olan kılıf elyaflarının sayısı ile doğrudan ilişkilidir. Kılıf liflerinin sarılmasının etkinliği, liflerin fiziksel ve mekanik özelliklerine, konfigürasyonuna, uzunluk değişimlerine, sarmanın sıkılığına ve sarma açısına bağlıdır.
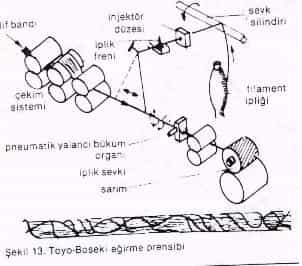
MJS (Murata Jet Spinner) İplik Eğirme Sistemi ile Özlü İplik Üretimi
İşlem parametrelerini optimize ettikten sonra hava jetli iplikçiliğin özlü iplikler üretmek için kullanılabileceği bildirildi.
Nispeten daha yüksek bir birinci nozül basınç, kılıf-kayma direncini geliştirmek için avantajlıdır. Daha yüksek eğirme hızının ve daha geniş kondansatörün kullanılması, mukavemeti, kopma uzamasını, başlangıç modülünü ve kılıf kayma direncini önemli ölçüde iyileştirir ve iplik tüylülüğünü, kütle düzensizliğini ve eğilme sertliğini etkiler. Bununla birlikte, iplik özellikleri, özellikle daha ince iplikler için yüksek eğirme hızında bozulur.
İplik Eğirme Nasıl Yapılır?
Maçalı Dikiş İplikleri
Dikiş ipliği, işlemler sırasında çeşitli noktalarda yüksek gerilime ve gerilmeye maruz kalır. İğnenin hızı, ileri yönde 180 km / saatin üzerine çıkarılır ve aniden durur ve geri kalanına dönmeden önce tekrar geriye doğru hızlandırılır. Tüm döngü saniyede yaklaşık 120 kez tekrarlanır. Kilit dikişi durumunda, her uzunluktaki iplik kumaşa yerleştirilmeden önce iğneden en fazla 40 defa inç başına 12 dikişle dikilen dikiş. Kumaş kalınlığına bağlı olarak dikiş makinesi iğnesi 4000 devirde yaklaşık 360 °C sıcaklığa ulaşır. İşlem sırasında iğnenin sıcaklığı dikilecek kumaş yığınlarının sayısına ve iğne ile kumaş arasındaki sürtünme kuvvetlerine bağlıdır. Iş parçacığı için % 100 Pamuk ipliklerin dikiş makinesine yüksek hızda eşlik etmesi zordur, benzer şekilde % 100 sentetik iplikler, yüksek iğne sıcaklığı nedeniyle sınırlamalara sahiptir. Bu nedenle, çekirdekli eğrilmiş dikiş iplikleri yüksek hızı rahatlıkla karşılayabilir.
İkiye Katlama
Dikiş ipliği yapmak için iki veya üç uç birlikte bükülür. Bu bükme işlemi, özlü ipliğin pamuklu kaplamasını iyileştirir. Tek özlü ipliğin dezavantajları, ştapel liflerin dış kaplamasının aşınmayla öz filamentten daha kolay çıkarılabilmesidir, bu dikiş ipliği için tavsiye edilmez, çünkü iplik dikiş sırasında iğneye karşı birkaç kez aşınır. Aşınmaya karşı daha yüksek direnç gerektirir. İki veya daha fazla tek özlü ipliğin birlikte ikiye katlanması, yapı lifleriyle yapıya daha sıkı bağlanarak bu sorunu etkin bir şekilde aşar.
Isı Ayarı
Farklı özelliklere sahip eğirme özlü iplikler için kullanılan lifler ve filamentler ve elde edilen iplik farklı şekilde büzüşebilir. Bu nedenle bu ipliklerin dengesini ve setini sağlamak için ısı ayarının yapılması gerekir. Büküm ayarı, ipliğin otomatik buzağıda 0.6 kg / cm2 buhar basıncında 30-60 dakika buharlanmasıyla yapılır.
Buharın sıcaklığı 100-105° C ile muhafaza edilmelidir. Buharlama süresine, duble iplikte büküm seviyesine göre karar verilir. Isıyla sertleşme ipliğin uzama özelliklerinin stabilize olmasına ve dengelenmesine neden olur ve kıvrılmayı önler. Polyester ve Naylon iplikler yüksek basınçlı buharlama gerektiriyordu ve endüstriyel dikiş iplikleri düşük basınçlı buharlama gerektiriyordu.
Sıcak Germe
Sıcak germe, ipliğin gerginlik ve uzunluk kontrolü ile 180-240 °C aralığında önceden belirlenmiş ve kontrollü sıcaklığa kadar ısıtılması işlemidir. Isı ile sertleşme işlemi, modülde bir azalmaya ve ipliğin uzayabilirliğinde artışa neden olur. Sonuç olarak, yüksek modüllü iplik müteakip gerilmeler gerektirdiğinde bu sıcak germe, termal stabiliteyi iyileştirir ve uzayabilirliği azaltır. Dikiş ipliği uzunluğu % 4 -% 6 artırıldı. Spesifik kararlılık % 3-5’e yükseldi. Bu, boyama ve kıvrımsız dikiş ipliğinde iyileşme sağlanmasına yardımcı olur.
Islak İşleme
Isıl sertleştirme işleminden sonra iplikler, gerekli ıslak işleme işlemleri için çile formuna dönüştürülmelidir. Yüksek renk haslığı ve hassas gölge uyumu, Core-spun dikiş iplikleri için temel faktör gereksinimleridir. Normalde homojenlik elde etmek için yüksek basınçlı ekipmanlarla çapraz sargılı paketler kullanılır.
Yağlama
İğne üzerinde kayma ve soğutma etkisi etkili yağlayıcılar ile yapılabilir. İyi bir yağlayıcı, iğne deliğini tıkamamalı veya lekeye neden olmamalıdır. Yağlayıcı, ipliğin paketten eşit şekilde çözülmesine izin vermelidir. Yağlama ile aşındırma yüzeyi arasındaki sürtünme minimuma indirilmeli, ucuz yağlayıcılar tercih edilecektir.
Son Sargı
Çekirdek bükülmüş dikiş iplikleri işlemlerden sonra makara, kops veya kral makara gibi uygun bir paket üzerine istenilen uzunlukta sarılır.
Core-spun İplik Özellikleri
Core spun iplik eğirme nedir? Özellikleriyle inceleyelim…

Ring eğirme sistemli özlü ipliğin geliştirilmesi, olağanüstü mukavemeti, olağanüstü aşınma direnci, tutarlı performans dikiş makinesi, esneme gereksinimleri için esneklik, mükemmel direnç nedeniyle yüksek performanslı tekstiller, dikiş iplikleri ve giysi alanları dahil olmak üzere yeni ürünler için yolu açmaktadır. Terlemede, ideal yıkama ve aşınma performansı ve kalıcı baskı.
İplik Eğirme Operatörü Ne İş Yapar?
İplik eğirme operatörü nedir?, Ne iş yapar?

Sorumlu olduğu araç gereç ve makineleri etkin bir şekilde kullanmakla görevlidir. Ayrıca iplik eğirme operatörü aşağıdaki görevleri yerine getirir:
- Malzeme teminini sağlar.
- Makinelerin kontrolünü sağlar.
- Kopuklukları tespit eder.
- Kopuklukların nedenini araştırır ve tamir işlemlerini yerine getirir.
- Telef haznesinde biriken elyaf malzemeleri toplar.
- İplik makinesi terminallerini kontrol eder.
- Kopça kontrolünü sağlar.
- İğ şeritlerinin durumunu kontrol eder.
- Makinelerde meydana gelen basit arızaları onarır. Büyük arızalarda ise yetkililere haber verir.
- İplik eğirme operatörü bunların yanı sıra, eğirme makinelerinin temizliğinden sorumludur.
Yardımcı Kaynak: Eğirme Sistemleri (Friksiyon)
Gerçekten çok güzel bilinclendiriyorsunuz trsekkurler şimdiden